 8 (8162) 76 57 81
8 (8162) 76 57 81



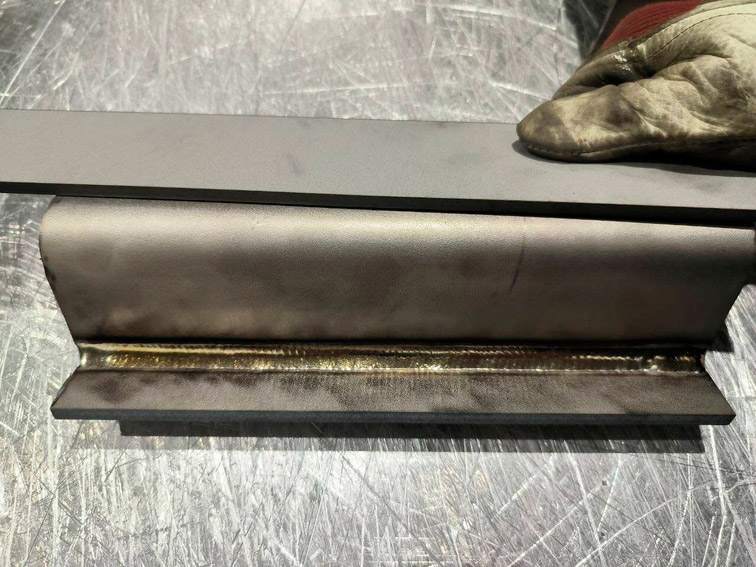
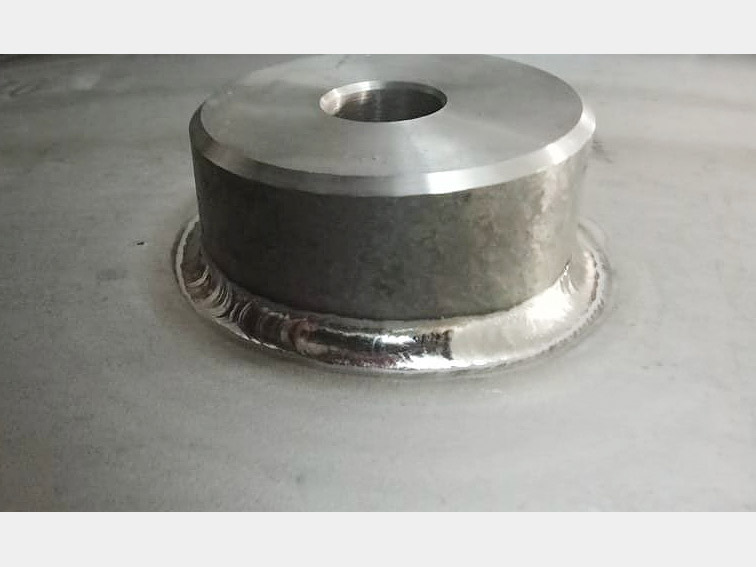
Сварка титана аргоном

Компания «Пауэрз» быстро, качественно, по доступной цене для оптовых и индивидуальных заказчиков предлагает услуги по аргонодуговой сварке титана. Наша компания работает на аттестованном в НАКС высокотехнологичном современном оборудовании, которое позволяет делать самые сложные и высокоточные изделия, имеет аттестованную в НАКС технологию сварки и аттестованных в НАКС специалистов сварочного производства.
Вам достаточно позвонить нашим специалистам для консультации по заказу. В режиме онлайн мы постоянно общаемся с клиентами и уточняем нюансы, чертежи и графики принимаются по электронной почте. Мы оказываем качественные услуги по металлообработке более 10 лет.
Наши преимущества:
- Наличие высококвалифицированных аттестованных в НАКС специалистов с большим опытом;
- Применение современного, аттестованного в НАКС инновационного оборудования;
- Возможность сваривать изделия любой сложности;
- Гарантия качества на выполненные работы;
- Доступная стоимость услуг
Титан - лёгкий прочный металл серебристо-белого цвета. Плавится при довольно высокой температуре от 1468 до 1830 °С, но после нагрева до 400 °C поверхностные слои металла становятся химически активными и стремятся прореагировать с доступными окислителями, прежде всего - кислородом и азотом воздуха. Кроме того, при нагреве свыше 800 °С сплавы проявляют склонность к росту зернистости и пористости. Сварка титана должна происходить в условиях отсутствия газов – окислителей, для чего и применяют аргонодуговую сварку титана и его сплавов.
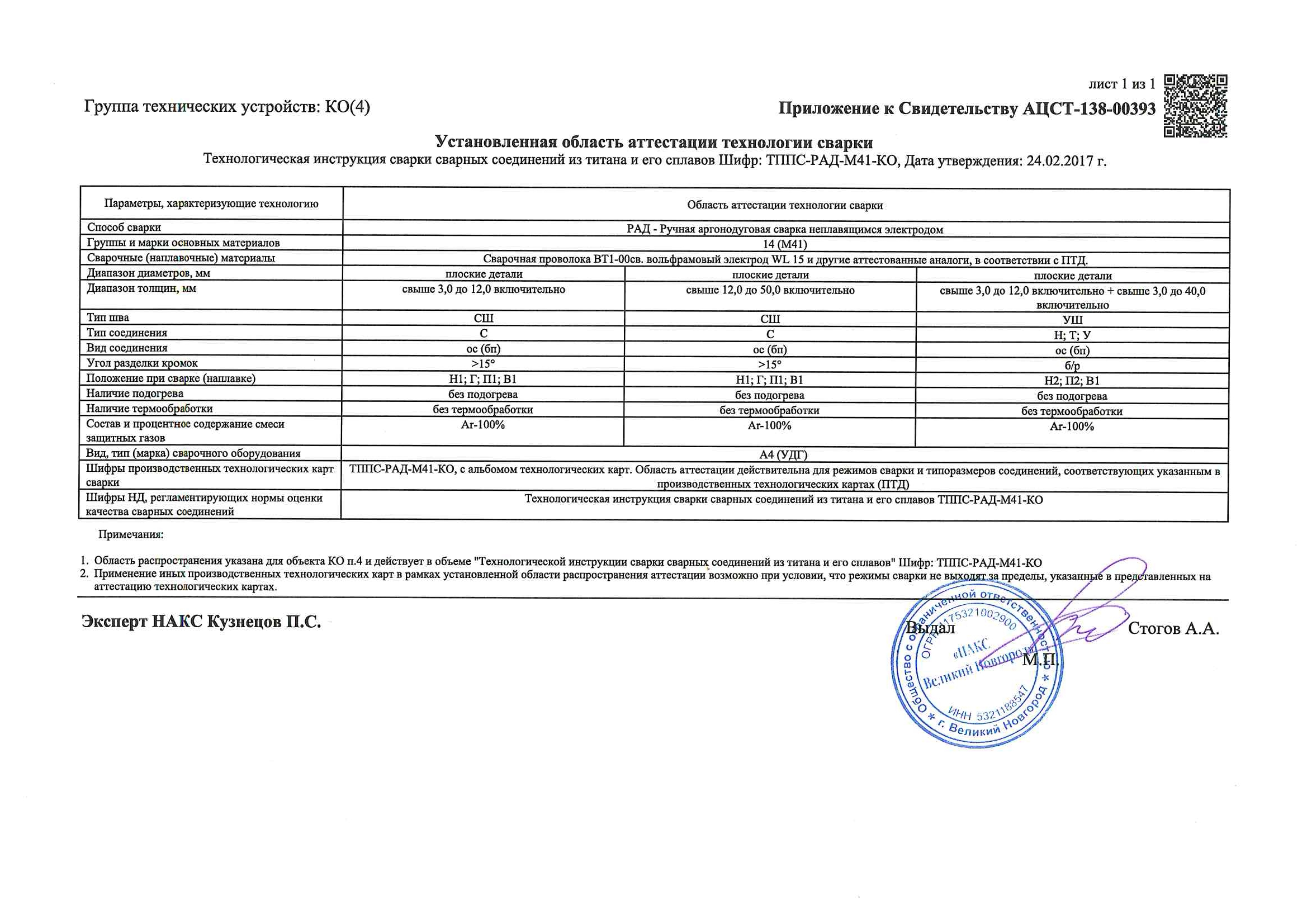
Технология сварки титана аргоном
Компания «Пауэрз» имеет аттестованную технологию аргонодуговой сварки титана и его сплавов в НАКС. Мы имеем всю необходимую оснастку и приспособления для соблюдения технологических параметров сварочных работ. Во время проведения сварочных работ используются приспособления для поддува аргона на корень шва и насадки к горелке для дополнительной защиты зоны сварки. Аргонодуговая сварка титана приобрела широкую распространенность ввиду оптимального соотношения доступности технологического процесса и качества получаемых швов. Широко используется как в массовом производстве оборудования из титана, так и в частных случаях. Для сварки титана и его сплавов используется аргон высокой чистоты, гелий или сварочная смесь аргона высокой чистоты с гелием. Перед каждым началом сварочных работ производится проверка качества газа на «пятно». После каждой заточки вольфрамового электрода проводится прокалка на медной пластине. В процессе сварочных работ каждый последующий валик выполняется после охлаждения предыдущего до температуры не выше 100°С.
Оборудование
Компания «Пауэрз» использует аттестованное в НАКС инверторное сварочное оборудование для аргонодуговой сварки, способное обеспечить жесткую вольт-амперную характеристику. Для достижения необходимой защиты сварного соединения и около-шовной зоны для ориентации потока газа используются специально разработанные нашей компанией сопла и отражатели струйной защиты с возможностью установки на высококачественные сварочные горелки «Агни 29». Сварка проходит вольфрамовым электродом в среде аргона высокой чистоты, гелия или сварочной смеси аргона высокой чистоты с гелием.
Подготовка
Подготовка материала — важная операция, которой нельзя пренебрегать, она заключается в следующем:
- Перед сваркой проводится зачистка поверхностного слоя околошовной зоны и кромок твердосплавной борфрезой;
- Шлифовка металлическими щетками и наждачной бумагой до полного удаления заусенцев и трещинок;
- Рабочая поверхность обезжиривается ацетоном или спиртом;
- Тщательная сушка;
- Установка приспособлений для защиты корневого шва с обратной стороны
Преимущества сварки титана аргоном
- Высокое качество сварного соединения;
- Получение шва с любыми параметрами, что позволяет обрабатывать (соединять) как крупногабаритные образцы, так и сравнительно мелкие;
- Работа на малых токах обеспечивает возможность сваривания деталей небольшой толщины с низкой вероятностью прожога;
- Возможность наращивания объема детали на дефектных участках;
- Возможность сваривания деталей сложных конфигурации, так как в процессе образуется незначительная зона нагрева, металл не подвергается сильной деформации



Особенности
При воздействии высоких температур (>400°С), повышенная химическая активность титана и его сплавов с воздухом приводит к снижению
прочности и пластичности. Нехватка газовой защиты во время сварки является причиной появления следов побежалости на шве и околошовной
зоне.
Ниже приведена цветовая таблица металла шва позволяющая сделать заключение о достаточности газовой защиты и пригодности сварного
соединения:

(1) – При многопроходной сварке отклонения от цвета (неравномерности, различные тона и оттенки) должны быть механически удалены.
(2) – Цвет шва и околошовной зоны на расстоянии не более 1мм от шва
(3) – Синий и зеленые оттенки допускаются в начале и в конце шва при многопроходной сварке, но подлежат обязательному механическому удалению.
Компания «Пауэрз» проводит аргонодуговую сварку аргоном по всем нормам и правилам, что обеспечивает соответствие требованиям нормативно технической документации и требованиям заказчика
Галерея объектов



Сертификаты






п. Панковка
ул. Индустриальная 20


